جوشکاری اصطکاکی
جوشکاری اصطکاکی یک فرایند جوشکاری حالت جامد است که با استفاده از گرمایی که از حرکت مکانیکی و مالشی بین سطوح ایجاد می شود، مواد را به هم متصل می کند. قطعات کار تحت فشار با یکدیگر قرار دارند. این فرایند معمولا شامل چرخش یک بخش در برابر دیگری برای تولید گرمای ناشی از اصطکاک در محل اتصال می باشد. هنگامی که به درجه حرارت بالای مورد نیاز دست پیدا کردیم، حرکت چرخشی متوقف می شود. فشار اضافی اعمال می شود و انعقاد رخ می دهد.
این فرایند به دو روش انجام می شود:
۱- روش اصلی
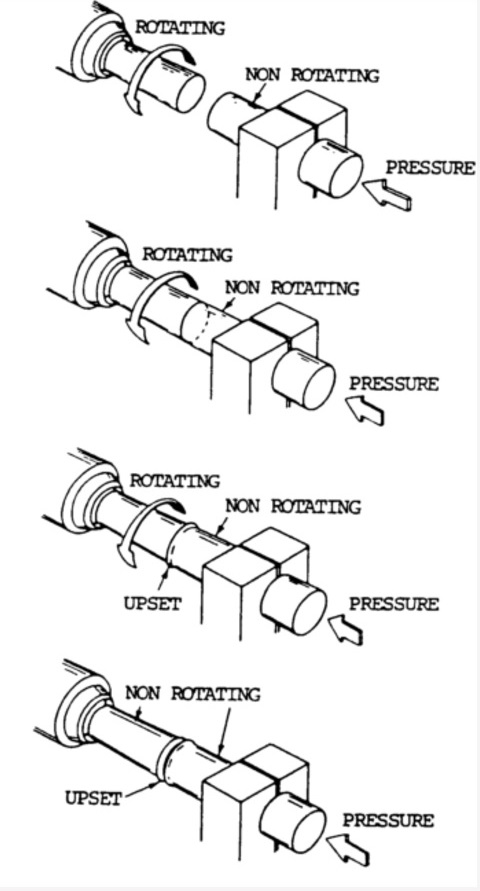
در این روش یک قطعه ثابت نگه داشته می شود و قطعه دیگر توسط یک موتور با سرعت دورانی ثابت می چرخد. این دو بخش در یک مدت زمان و فشار مشخص در تماس با یکدیگر قرار می گیرند سپس حرکت دورانی متوقف شده و فشار نیز افزایش می یابد. هنگامی که چرخش این قطعه متوقف می شود، جوش تکمیل شده است. با تنظیم سرعت و زمان و مقدار فشار می توان شرایط را برای اتصال مواد مختلف به صورت دقیق کنترل کرد.
۲- روش دیگر
روش دیگر جوشکاری به وسیله اینرسی است. چرخ لنگر توسط یک موتور چرخانده می شود تا به سرعت از پیش تعیین شده برسد.این چرخ طیار یکی از قطعات را می چرخاند. در این لحظه چرخ طیار از موتور رها شده و قطعه دیگر در تماس همراه با فشار با قطعه چرخان قرار می گیرد. در طول این زمان از پیش تعیین شده سرعت بخش چرخان کاهش می یابد،. در همین زمان فشار اضافی نیز وارد می شود و در نهایت هنگامی که چرخش متوقف می شود فرایند جوشکاری تکمیل شده است.
روند جوشکاری
در این روش از گرمای اصطکاکی استفاده می شود و جوش با کیفیت مناسبی را به همراه دارد.
سه عامل مهم تعیین کننده وجود دارد :
- سرعت : سرعت چرخش با جنس ماده مورد جوش و قطری که باید جوشکاری شود در ارتباط است.
- فشار : فشار در طول مراحل جوشکاری تغییر می کند. در آغاز، فشار بسیار کم است، اما در ادامه روند برای ایجاد حرارت اصطکاکی فشار افزایش می یابد. هنگامی که چرخش متوقف شده است، فشار به سرعت در حال افزایش است تا بلافاصله قبل یا بعد از توقف چرخش فورج کاری انجام شود.
- زمان : زمان جوشکاری با شکل ، نوع و سطح فلز مرتبط است. اهمیت این موضوع معمولا در حدود چند ثانیه است ، که البته این عملیات به صورت خودکار انجام می شود. کنترل فرآیند جوشکاری توسط یک کنترلر انجام می شود که می تواند با توجه به قطعاتی که باید متصل شوند برنامه نویسی شود.
متغیرهای جوشکاری
- سرعت چرخش
- فشار گرم کردن
- فشار فورج کاری
- زمان گرم کردن
- زمان ترمز گیری
- زمان فورج کاری
انواع جوشکاری اصطکاکی
جوشکاری چرخشی Spin Welding
در جوشکاری چرخشی یک مرغک همراه با چرخ طیار چرخانده می شود. بعد از رسیدن به سرعت مورد نیاز اتصال موتور و چرخ طیار قطع می شود.
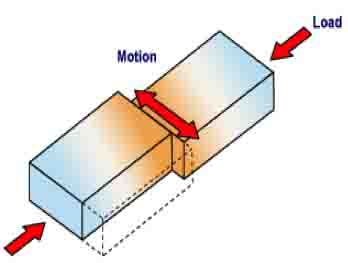
جوشکاری اصطکاکی خطی Linear Friction Welding
در جوشکاری اصطحکاکی خطی یک مرغک نوسانی بکار گرفته شده است. این روش برای اشکال غیر دوار در مقایسه با جوش چرخشی بکار گرفته می شود. قطعات کار در این روش باید مقاومت برشی بالایی داشته باشند.
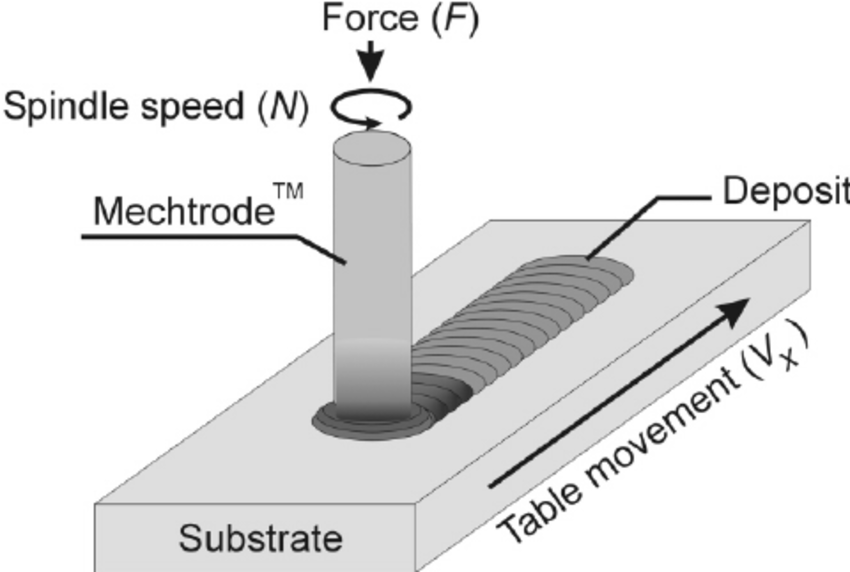
پوشش دهی اصطحکاکی Friction Surfacing
پوشش دهی اصطحکاکی یک روش پوشش دهی سطحی است. ماده که با آن پوشش دهی می کنند Mechtrode نام دارد که با فشار روی سطح در حال چرخشش است.
جوشکاری اصطکاکی اغتشاشی Friction Stir Welding
جوشکاری اصطکاکی اغتشاشی(FSW) یک روش نسبتاً جدید است که از یک ابزار چرخشی مصرف نشدنی برای تولید گرمای اصطکاکی و تغییر شکل پلاستیکی در موقعیت جوشکاری بهره می گیرد، بدین وسیله در شکل دهی اتصال هنگامی که در حالت جامد است تأثیر می گذارد.
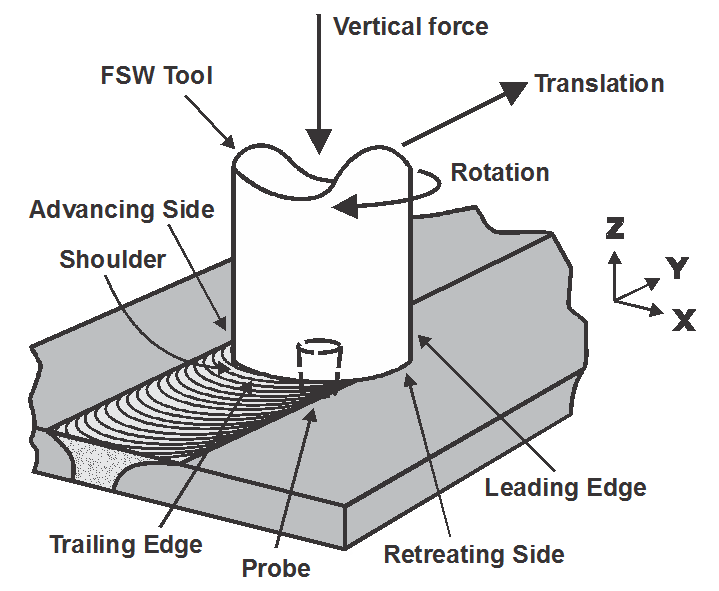
این روش طیف گسترده ای از فلزات را میتواند به هم جوش دهد. این فرایند می تواند برای متصل کردن دو فلز متفاوت نیز استفاده شود.
| آلومینیوم | سرب | منیزیم |
| برنج | برنز | آلیاژهای منیزیم |
| چدن | آلیاژهای آلومینیوم | تنگستن |
| مس | آلیاژهای فولاد | وانادیوم |
مزایا
- می توانید جوش با کیفیت بالا در مدت زمان کوتاه چرخه تولید کند.
- فلز پر کننده و فلاکس مورد نیاز نیست.
- این فرایند قادر به جوشکاری بسیاری از فلزات معمولی است. همچنین می تواند برای اتصال بسیاری از فلزات غیر مشابه مورد استفاده قرار گیرد. جوشکاری اصطکاکی به دستگاهی نسبتا گران قیمت شبیه به یک ماشین ابزار نیاز دارد.
- سطح پایین فیلم اکسید و ناخالصی های سطحی
- در مقایسه با جوش لب به لب مقاومتی جوش بهتر با هزینه کمتر و سرعت بالاتر، سطوح پایین تر از جریان الکتریکی مورد نیاز را خواهد داشت.
- در مقایسه با جوشکاری جرقه ای معمولی ناحیه حرارت داده شده کمتری خواهد داشت.
- بدون نیاز به استفاده از گاز، فلز پرکننده یا شار. بدون سرباره که باعث بوجود آمدن عیوب جوش می شود.
معایب
- فرآیند محدود به جوش لب به لب و زاویه ای و تخت می باشد.
- فقط برای قطعات کوچکتر استفاده می شود.
- هنگامی که برای جوشکاری لوله بکار رود بسیار پیچیده میشود.
- نیاز به یک ماشین سفت و سخت و سنگین به منظور ایجاد فشار رانش بالا.
منبع: weldguru.com